


| Originalfassung von | In Partnerschaft mit | Übersetzt durch | ||
| |
 |
(mit Genehmigung) |


Originalstudie wurde auf http://my3dmatter.com/influence-infill-layer-height-pattern publiziert.
Vorwort von 3deee
Auf my3dmatter.com wurde eine englischsprachige Studie ( „influence-infill-layer-height-pattern/„) publiziert, die erstmals den Zusammenhang von Füllung, Layerhöhe , Füllmuster und mechanischer Festigkeit von PLA-3D-Drucken untersucht.
Ich fand die Studie äusserst spannend. Auch wenn sie nicht ganz durchgehend und in allen Details logisch aufgebaut ist.
Was mich gestört hat, ist der Umstand, dass für die verschiedenen Tests zum Teil unterschiedliche Parameter (Temperatur) beim drucken verwendet wurden.
Dennoch, ist es ein wichtiger, erster Schritt, der die RepRap-Szene in ein immer professioneller werdendes Umfeld führt.
Besonders spannend fand ich, dass Drucke mit 0,3mm dicken Layern eine höhere Festigkeit haben als Drucke mit 0,1mm hohen Layern.
Ich kann jedem von euch nur empfehlen, die Studie selber zu lesen. Darum habe ich mich auch hingesetzt und mit der Erlaubnis von my3dmatter.com die Studie ins Deutsche übersetzt. Ich hoffe, dass mir das Einigermassen verständlich gelungen ist.
Vorwort von my3dmatter.com
Wenn man die mechanischen Eigenschaften eines gedruckten Teils zu verbessern will, führt das häufig zu höheren Aufwänden betreffend der Geschwindigkeit, Kosten und Qualität. In dieser Studie haben wir den Einfluss von verschiedenen Parametern bewertet. Wir wollen, mit dieser Studie helfen, die optimalen Einstellungen zu finden und gleichzeitig mögliche Zielkonflikte aufzeigen. Wir zeigen auf, welche Parameter wir nehmen würden, abgängig von der Anwendung.
Wir untersuchten die folgenden Schlüsselparameter; Fülldichte (infill %), Schichtdicke (layer height) und Füllmuster (infill pattern). Im Kern dieser Studie liefern wir detaillierte Beschreibungen zum Einfluss dieser Parameter auf die maximale Belastung, die Bruchdehnung, Festigkeit (Elastizitätsmodul) und die Streckspannung.
Schlüsselerkenntnisse
Am einfachsten können wir die vielen Daten die wir gesammelt habe in einer Tabelle mit den bevorzugten Parametern zusmmenfassen, welche wir wählen würden. Natürlich in Abhängigkeit von den Anforderungen. Braucht dein Druck eine hohe Festigkeit oder Qualität? Versuchst du die Kosten zu minimieren oder Zeit zu sparen? Oder ist es – wie so oft – eine Kombination aus diesen Anforderungen?

Diese Schlussfolgerungen basieren auf unserer Interpretation der Zielkonflikte, welche in den folgenden Tabellen dargestellt sind:
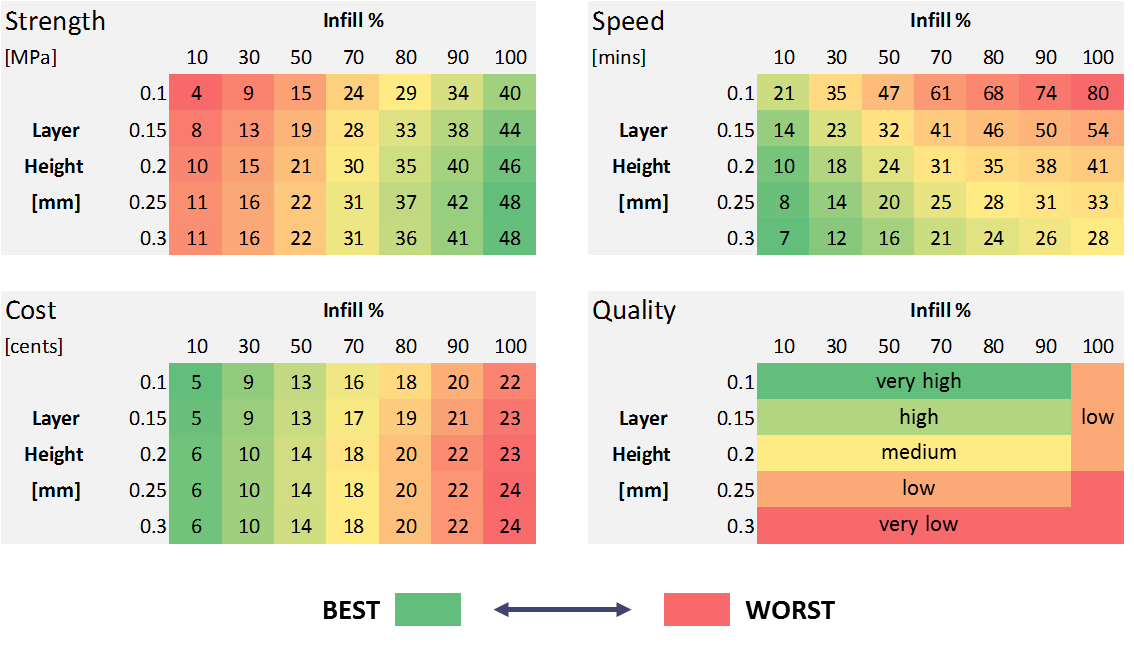
Die Festigkeits-, Geschwindigkeits- und Kostentabellen wurden aus den Daten unserer mechanischen Tests [1], die wir gemacht haben extrapoliert:
- Die Festigkeit (Strength), entspricht der maximalen Spannung, die die Probestäbe aufnehmen konnten, bevor sie gerissen sind.
- Die Geschwindigkeit (Speed), beschreibt die Druckzeit des Probestabs
- Die Kosten (Cost), sind abgeleitet aus dem Gewicht des Probestabs. Es wurden 30€/kg angenommen.
- Die Qualität (Quality), hängt vom generellen Aussehen der gedruckten Teile, basierend auf ihrer Schichtdicke (Layer Height [2] ) ab. Qualität war nicht der Fokus dieser Studie, aber die Beziehung zwischen der Qualität und der Schichtdicke ist generell bekannt [3].
Eine detaillierte Analyse des mechanischen Tests kann im nachfolgenden Teil der Studie gelesen werden. Im speziellen, zeigen wir auf, dass die Bruchdehnung am tiefsten ist, bei einer Füllung von ca. 90%. Das ist ein Umstand, den man so nicht unbedingt erwarten würde. Obwohl die Bruchdehnung nicht Teil der oben präsentierten Tabellen ist, könnte es einen grossen Einfluss auf die Entscheidung haben, welche Einstellungen man verwenden wird.
Die anderen Schlüsselparameter die wir uns angeschaut haben, waren die Füllmuster. Wir zeigen auf, dass im Allgemeinen die Lineare oder Diagonale Gitterstruktur (45° verschränkt), die Beste ist.
Die dekorativen Füllmuster wie „Moroccan stars“ und „Catfill“ zeigten sehr schwache Ergebnisse und sollten nur verwendet werden, wenn sie sichtbar und Teil des Designs sind. Die wirkliche Diskussion fand zwischen dem linearen, diagonal und dem hexagonalen Füllmuster (Honeycomb) statt.
- Bei einer geringen Fülldichte, zeigt sich, dass alle drei sehr ähnlich sind. Das hexagonale fordert einiges mehr vom Drucker (mehr Richtungsänderungen (und auch längere Druckzeiten [Anmerkung von 3deee])). Daher empfehlen wir das lineare oder diagonale Füllmuster.
- Bei höheren Fülldichten, zeigte sich, dass das hexagonale um Grunde genommen, genau das gleiche ist, wie das lineare Füllmuster. Daher war es nur noch eine Diskussion zwischen dem linearen und dem diagonalen Füllmuster. Wir zeigen auf, dass das diagonale ungefähr 10% stärker ist, als das lineare Füllmuster.
Schlussendlich testen wir auf die Richtungsabhängige Festigkeit (Anisotropie) von 3d gedruckten Teilen: Das heisst, dass die Festigkeit von 3d gedruckte Teile entlang der Z-Achse (Aufbaurichtung) schwächer ist als der X- oder Y-Achse entlang. Wir zeigen auf, dass die Teile, der Z-Achse entlang, zwischen 20% und 30% weniger Kraft aufnehmen können. Bei der Bruchdehnung sogar 50% weniger.
Über die Testverfahren
Von jedem Prüfstab, haben wir die folgenden mechanischen Eigenschaften ermittelt:
- Maximale Belastung (Reissfestigkeit)
- Bruchdehnung
- Das Elastizitätsmodul (Steifigkeit)
- Streckspannung
Als Material wurde PLA verwendet und beim 3D-Druck-Prozess handelt es sich um das Schichtschmelzverfahren (Fused Deposition Modeling (FDM)). Wir untersuchten dabei drei Parameter:
- Fülldichte in %: Prozentanteil des Bauteilvolumens, der mit Material gefüllt wurde
- Schichtdicke: Dicke der einzelnen Schichtenm, aus denen sich das Objekt zusammensetzt
- Füllmuster: Muster, das die Düse im inneren des Objekts abfährt.
Wir führten die Zugversuche auf einer universellen Testmaschine im PIMM Labor der Arts et Métiers Paristech durch. Wir sammelten die Daten und wählten die aus, von denen wir denken, dass es die Relevanten sind.
Die Eigenschaften von PLA sind allgemein Bekannt, wenn das Material im Spritzgussverfahren Verarbeitet wird. Das Ziel dieser Studie, war es, das Verhalten von PLA besser kennen zu lernen, wenn es durch 3D-Druck, mit dem Schichtschmelzverfahren (FDM), verarbeitet wurde. Um einen Anhaltspunkt für Vergleiche zu erhalten sind im Folgenden die Eigenschaften von PLA, das im Spritzgussverfahren verarbeitet wurde, aufgelistet [4]:
| Zugfestigkeit [MPa] | 40 – 70 |
| Reissdehnung | 4% – 6% |
| Elastizitätsmodul [GPa] | 2 – 4 |
Detaillierte Resultate: Fülldichte-Test (Infill %)

- Betrachtung der Festigkeit

Wenig überraschend zeigte sich, dass dir Zugfestigkeit der Proben mit zunehmender Fülldichte stärker wird. Von 10 MPa (Nmm2) bei 10% zu 46 MPa bei 100%. Es ist jedoch sehr interessant zu sehen, dass die Zunahme der Festigkeit nicht einer linearen Kurve entspricht. Die Festigkeit die gewonnen wird, erhöht sich zunehmend, mit der Fülldichte. Oder anders ausgedrückt, reduziert man die Fülldichte von 100%, nimmt auch die Widerstandsfähigkeit immer weniger ab.
Mit zunehmender Fülldichte, benötigt man auch immer mehr Material. Das führt logischerweise zu höheren Kosten und zu längeren Druckzeiten. Das hat mehrere spannende Konsequenzen bei den Verhältnissen [Festigkeit / Geschwindigkeit]und [Festigkeit / Gewicht]:


Das untere Diagramm zeigt, dass der Bereich von 30% bis 50% am ineffizientesten ist, im Bezug auf Kosten (Materialverbrauch) und Druckzeit. Da sie die tiefsten Bewertungen haben.
- Andere Resultate
 |
 |
 |
 |
Dehnung beim Bruch:
Das am meisten überraschendste Resultat dieser Studie liegt vielleicht in diesem Test. Die Dehnung beim Bruch ist bemerkenswert Konstant bei 2.8%, mit einer Ausnahme bei 90% Fülldichte, wo sie plötzlich auf 2.0% fällt. Um sicherzugehen, dass uns nicht ein Testfehler unterlaufen ist, haben wir ein weiteres Set Prüflinge zu je zwei Stück mit den Fülldichte 80, 90 und 100% getestet. Im Folgenden sind diese Resultate zu sehen:
Der zweite Test bestätigt den Abfall bei der Fülldichte von 90%.
Unsere Hypothese dazu, ist die Folgende:
- Das extrudierte PLA Filament, aus dem jeder Layer besteht (wir werden das einfach Fäden nennen) berührt sich nicht bei einer Fülldichten unter 80% entlang der Prüflings-Achse: Da sind ganz klare Abstände im Muster. So dass das Filament sich, parallel in demselben Umfang, ausdehnen kann. Unabhängig von der Fülldichte.
- Bei Fülldichten um 90%, berühren sich die Fäden und formen ein regelmässiges 3D-Material, aber es porös. Da sind eine Menge kleiner Lufteinschlüsse drin (~10% des Probestabs). In diesem Fall konzentriert sich die Belastung rund um die Lufteinschlüsse so dass sich Spannungsspitzen um die Lufteinschlüsse bilden. Die Lufteinschlüsse verhalten sich wie Fehler, die sich ausweiten, eventuell aneinander stossen und brechen, was zu einer tieferen Dehnung vor dem Bruch führt. Diese Hypothese scheint auch durch den Umstand, dass die Brüche bei 90% schräg sind, während sie bei 70 oder 100% gerade sind, bestätigt zu werden. (Siehe nachfolgendes Bild)
- Bei 100% Fülldichte berühren sich die Fäden, aber das sind (fast) keine Lufteinschlüsse mehr im Material. Daher ist die Verformung nicht mehr Lokal und die Prüflinge verhalten sich als ein einziges Stück Kunststoff. Daher sehen wir die gleiche Bruchdehnung wie im Fall, wenn sich die Fäden parallel dehnen können (unter 80% Fülldichte).

Diese Erkenntnis sollte noch gründlicher Analysiert werden um unsere Hypothese zu bestätigen.
Streckgrenze:
Die Streckgrenze steigt von 8 MPa bei 10% Fülldichte zu 28 MPa bei 90% Fülldichte,bevor sie wieder zurück unter 23 MPa sinkt bei 100%. Die Tatsache dass die Streckgrenze bei 90% höher ist als bei 100% liegt in einer Linie mit unserer Hypothese zur Bruchdehnung: die Spannung konzentriert sich bei 90% rund um die Lufteinschlüsse. So dass das Material mehr nachgibt auf einer Makroebene, bei einer höheren Belastung.
Elastizitätsmodul:
Weil die Proben porös sind (mit der Ausnahme von 100%), gibt es zwei Wege um die Festigkeit zu berechnen.
- Wir können die Fläche der Löcher addieren und das Elastizitätsmodul berechnen durch dividieren mit der Schnittfläche.
- Oder wir könne die Berechnung, durch eine Multiplikation der Schnittfläche mit den Prozenten der Fülldichte, anpassen.
Die nicht angepasste Kurve zeigt eine positive und lineare Beziehung zwischen der Fülldichte und der Festigkeit. Konsequenterweise zeigt sich, dass auch die angepasste Kurve bei 3.0 GPa konstant ist, genau in dem Bereich der Festigkeit von PLA (siehe Abschnitt „Über die Testverfahren“), mit der Ausnahme bei 0% Fülldichte. Weil das Gewicht und die Aussenhülle nicht mehr vernachlässigbar sind, ist die Anpassung mit der Fülldichte nicht mehr genau.
Detailierte Resultate der Schichtdickentests

- Betrachtungen der Festigkeit

Die Schichtdicke beeinflusst die Festigkeit der Teile, wenn sie dünner wird. Ein Teil, das mit 0,1mm gedruckt wurde, zeigt eine maximale Festigkeit von 29 MPa, wohingegen eine Teil mit 0,2mm eine Festigkeit von 35 MPa hat (21% Steigerung).
Über 0,2mm, zeigt sich die maximale Festigkeit konstant um 36 MPa (unsere Feststellung wurde mit einem Extra-Test mit einem 0,4mm-Probestück bestätigt, dessen Daten aber nicht gezeigt werden, weil es nicht Teil desselben Batchs war).


Wenn man die Kurve Maximale Festigkeit mit dem Gewicht etwas normalisiert, glättet sie sich ein wenig. Von 4.7 MPa/g bei 0.1mm bis 5.6MPa/g bei 0.3mm. In der Theorie sollte sie dieselbe Entwicklung zweigen, wie die absoluten Zahlen, weil eine konstante Fülldichte zu einem konstanten Gewicht führen sollte, ohne Rücksicht auf die Schichtdicke. Aber in der Praxis – 3D Matter hat alle Probestücke gewogen – druckt der Replicator (und mit grosser Wahrscheinlichkeit alle 3D-Drucker [Anmerkung von 3deee]) weniger Material, auf dünnere Schichten wie zum Beispiel 0.1mm und 0.15mm.
Die anderen Resultate sind nicht Überraschend: So braucht man für dünnere Schichten längere Druckzeiten und die maximale Festigkeit, geteilt durch die Druckzeit zeigt eine Kurve die Linear ansteigt.




Auf der Belastungs-Festigkeits-Kurve, zeigt sich, dass sich die Prüflinge auf dem ersten Teil der Kurve sehr ähnlich verhalten: Das Elastizitätsmodul ist konstant bei circa 2.9GPa, einmal mehr im Rahmen der Festigkeit von PLA. Und die Streckspannung ist ziemlich stabil bei 19MPa.
Die Kurven zeigen, mit fortschreitender Belastung, leichte Abweichungen für die maximale Belastung und die Bruchdehnung: Sie steigt linear mit der Schichtdicke von 2.1% auf 3.0%. Das ist in einer Linie mit dem Fakt, dass das Material schwächer ist, bei dünnen Schichtdicken, vermutlich ist das mit einer tieferen Genauigkeit bei dünneren Ablagerungen zu begründen.
Detaillierte Resultate: Füllmuster-Test


Die linearen, diagonalen und hexagonalen Füllmuster verhalten sich sehr ähnlich im Bezug auf die Festigkeit. Das Lineare ist ~10% stärker als die anderen zwei, aber mit einer ziemlich breiten Fehlerstreuung. Catfill und Moroccan stars sind ganz klar schwächer, wie wir das von diesen suboptimalen Strukturen erwartet haben.
Es ist wichtig, zu berücksichtigen, dass die gewählte Fülldichte von 10% sehr tief ist und dass man diese Daten nicht einfach so für höhere Fülldichten extrapolieren kann. Die „Infobox Anistotropioe“ (siehe später in diesem Abschnitt, vergleicht ebenfalls, (wenn auch zu einem anderen Zweck), die linearen und diagonalen Füllmuster und führt zu einer leicht anderen Schlussfolgerung: Das diagonale Füllmuster ist 10% stärker als das lineare. Diese tiefe Fülldichte wurde aus den folgenden Gründen gewählt 1) Catfill und Moroccan start sind bei höheren % nicht druckbar und 2) Das Hexagonale sieht ab 30% dem Linearen sehr ähnlich.

Die Bruchdehnung ist zwischen 1.8% und 2.5%, aber wiederum ist die Fehlerstreuung ziemlich gross, so nehmen wir an, dass sie sich im selben Bereich von 2% befindet.
Die linearen, diagonalen und hexagonalen Füllmuster, sind in einem ähnlichen Bereich von 10% während die dekorativen deutlich Schwächer sind.
Box: Anisotropie |
Was ist die anisotropische Qualität von 3D-Drucken? „Anisotropie“ meint, dass die Eigenschaften eines Materials von der Krafteinwirkungsrichtung abhängt. Der 3D-Druckprozess tendiert von Natur aus dazu eine Schwachheit entlang der Z-Achse aufzubauen, weil die Verbindungen zwischen den Layern nicht so stark ist. Wir druckten 9 Probestücke, bei einer Fülldichte von 100%. Drei haben wir in die X-Richtung (=Linear), drei in der 45°X/45°Y Richtung (=Diagonal) und drei in der Z-Richtung (Prüflinge wurden Vertikal gedruckt). Wir fanden heraus, dass die Teile in der Z-Achse zwischen 20 und 30% schwächer waren als in den anderen Richtungen und die maximale Ausdehnung entsprach nur der Hälfte. |
Schlussfolgerungen
Das testen der mechanischen Eigenschaften von 3D gedrucktem PLA, in Abhängigkeit von Fülldichte, Schichtdicke und Füllmuster erlaubte uns die Zielkonflikte zu aufzuzeigen, mit denen der Benutzer konfrontiert ist, wenn er seine Parameter auswählt. Während der Fokus dieser Studie auf den mechanischen Eigenschaften lag, schlossen wir auch die Qualität, die Kosten und die Geschwindigkeit als Schlüsselfaktoren für den 3D-Druck Benutzer mit ein.
Betrachten wir die mechanischen Eigenschaften, so hat 3D Matter ebenso interessante Ergebnisse herausgefunden. Einerseits der Fakt, dass die Bruchdehnung am tiefsten ist bei ungefähr 90% Fülldichte. Dass eine kleinere Schichtdicke, das Objekt schwächt und dass das Lineare, das Diagonale und das Hexagonale Füllmuster in ihrer mechanischen Eigenschaften sehr ähnlich sind.
Wir erhielten auch sehr interessante Datenpunkte in Bezug auf die Differenz der mechanischen Festigkeit in Bezug auf die Druckrichtung. Während das Objekt wie erwartet in der Z-Achse schwächer ist, Beträgt die Schwächung nur 20-30%.
Haftungsausschluss
- Wir haben die Qualität nicht getestet um eine Empfehlung zu machen. Wir nahmen die Erfahrung, dass die Qualität mit der Höhe der Schichtdicke abnimmt, als Grundlage. Ebenso ist die oberste Schicht, wegen ihrer welligen Oberfläche bei einer Fülldichte von 100%, von tieferer Qualität.
- Wir haben mehrere spannende Forschungsansätze in dieser Studie gefunden, aber einige der Resultate zu mechanische Festigkeit verdienen weitere Untersuchungen um unsere Hypothesen, die wir formulierten, zum Beispiel zum Verhalten von gedrucktem PLA bei ca. 90% Fülldichte, zu überprüfen.
- Wir haben den Einfluss von einigen Schlüsselparameter ausser Acht gelassen. Unter anderem die Extrusionstemperatur und die Druckgeschwindigkeit.
- Wir haben die Probestücke ohne Boden und Deckel gedruckt, aber mit zwei seitlichen Aussenhüllen. Wir haben den Einfluss von Deckel, Boden oder Seitenwänden nicht untersucht.
- Diese Studie gilt nur für PLA, einige der Erkenntnisse könnten, für andere Materialien wie ABS, anders aussehen.
- Die Druckparameter, die wir verwendet haben und die Resultate die wir erhalten haben, gelten spezifisch für den Makerbot Replicator. Diese können leicht anders sein auf anderen Druckern.
[1] Wir massen die aktuellen Werte für Festigkeit (maximale Belastung), Gewicht und Druckzeit für alle Fülldichten bei 0,2mm und für alle Schichtdicken bei 80% Fülldichte, und extrapolierten den Rest der Tabelle von diesen Daten.
[2] Die Fülldichte hat keinen Einfluss auf die Druckqualität (da es innen ist), ausser bei einer Fülldichte von 100%, wo wir bei den Drucken beobachtet haben, dass die Oberfläche nicht so glatt war, wegen dem vielen Material, dass extrudiert wurde.
[3] Slic3r Manual, Makerware, http://airwolf3d.com/wiki/slicing-1/
[4] Loughborough University, Universiti Malaysia Pahang, Makeitfrom.com